

Learn to deal with mold factory
Most of the leaders of hardware startups are EE, Electrical Engineering background, without the knowledge for supply-chain management especially for mechanical parts. Dennis worked for molding factory for years, he will show you some tips how to deal with mold factory. With these basics, you will have more understanding to know their language, working process and terminology. At least, you will no longer look like a fool when you talk to them.
Molds (sometimes called tooling) with varieties of forms. In this article let’s focus on plastic injection mold. Once you have the whole picture, it will be very helpful for you to understand other kinds of molds which are made in different technologies. Because they have similar process/concept in common, e.g. metal diecasting.
Here are some key terminologies you should know before going further:
- CMF: Color, Material & Finish
- Cavity
- Family mold
- Mold material
- Draft angle

Significant terminology about molding
1. CMF: Color Material & Finish
CMF is a document for describing the basic characters of the parts. Colors are diversity, you can pick any color you want from Pantone Color Formula Guide for your parts appearance.
Most of the mold makers they have Pantone Color Formula Guide, this is a very commonly used tool worldwide.
Material stands for what kind of resin is used for your plastic parts. Very commonly to be mentioned in industry are: ABS, PC/ABS, PMMA (acrylic), POM, Nylon, TPU…etc. All with its strength/advantage for your applications.
Finish, meaning you must decide how the parts look like from outer appearance. Normally there three grades: Glossy (mirror polish), Matte, Textured. It is highly relevant with mold material you use for your molds. Let’s discuss this in later articles.
2. Cavity
It’s easy to understand what cavity means if you ever made pancake at home using the machine like this:

From the photo you can see on top of the machine, a metal tray with 25-cavity for your pouring batter into the cavities. When the batter is cooked you get 25 pancakes done at a time. We can say this is a multi-cavity mold. Same concept to your mold, we must decide how many cavities will be made before molds start to build. It is relevant to your mold investment and to the unit cost of the parts as well. Less cavity less mold investment but also high in unit cost, vice versa.
3. Family mold
For cost-saving consideration in the beginning of your business, sales volume is still unpredictable. Using family-mold is smart choice. You can put those parts with different shape but the material and color must be same. Once resin injected, you can get many parts in a injection cycle time. See following photo.

4. Mold material

Before your molds start to build, we need to discuss the molds specifications with factory. This is crucial as it is highly connected with budget investment. There are several kinds of molds material to choice e.g. S50C, P20, NAK80, SUS420, Starvax…etc. If the parts surface requested for glossy, the hardness of mold material is as hard as possible, like NAK80, Starvax. Normally P20 is best balance between quality and cost-effectiveness for most of the applications for consumer electronics or IoT products.
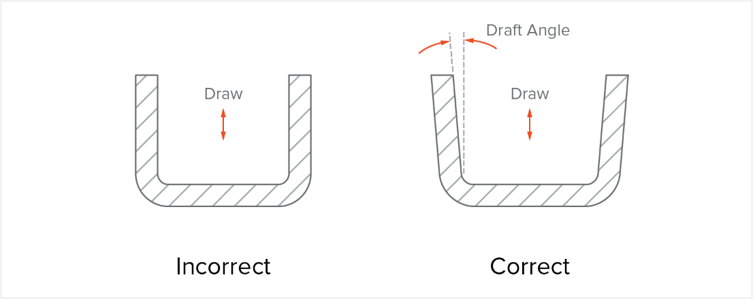
5. Draft angle
To make the part from ejection mold easier, a draft angle must be added to all vertical walls. Walls without a draft angle will have drag marks on their surface, due to the high friction with the mold during ejection. A minimum draft angle of 2° is recommended. Larger draft angles (up to 5o °) should be used on taller features.
References link
Injection Molding
https://www.3dhubs.com/guides/injection-molding/
More contents about hardware innovation to share with you, stay tuned!
Email contact: dennis.you@tw-mpi.com
